

Funding for B2B Marketplace Startups: A Strategic Guide from an Investment Banking Perspective
The B2B marketplace model has become one of the most attractive startup categories for venture capital investors. Platforms that connect suppliers, distributors, and enterprise buyers can scale rapidly once marketplace liquidity is achieved.
With 8+ years of experience in an investment banking setting where I consulted startups on venture capital, growth funding, and strategic funding, I have work experience with founders developing marketplace businesses in industries including logistics, agri-tech, SaaS procurement platforms, and manufacturing supply chains. One thing is obvious at the very beginning: investors do not invest in marketplaces the same way as in traditional startups.
This guide will take you through the process by which investors will analyze B2B marketplace startups, the financial data that will be most important, and the fundraising approaches founders should consider at the time of Seed to Series B.
What Investors Look for Before Funding a B2B Marketplace
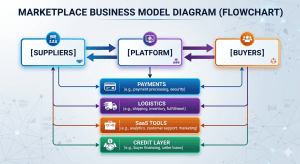
A B2B marketplace is the process of joining businesses (suppliers and buyers) via an online platform to be able to be involved in transactions, procurement, or services.
Popular examples include:
- Alibaba Group – International B2B wholesale.
- IndiaMART is the biggest B2B marketplace of suppliers in India.
- Udaan – B2B marketplace of wholesale retailers.
Revenue generated by these platforms is by:
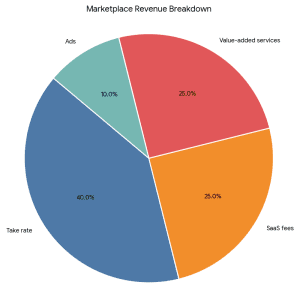
- Take rate on transactions
- SaaS subscription fees
- Value added services (logistics, payments, credit)
- Advertisement and promotion of suppliers.
Under the perspective of the investor, the portfolio of the marketplace has a strong liquidity, network effects, and scalable unit economics.
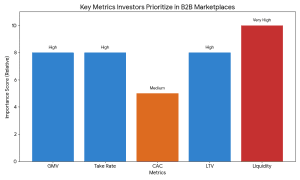
Key Metrics Investors Evaluate Before Funding
In venture capital discussions, founders often focus only on GMV growth, but experienced investors dig much deeper.
 Here are the financial indicators investment firms analyze during fundraising.
Here are the financial indicators investment firms analyze during fundraising.
1. Gross Merchandise Value (GMV)
GMV is the overall value of the transaction that is made in the platform.
- A high GMV signals:
- strong market demand
- active supply and demand involvement.
- transaction scale
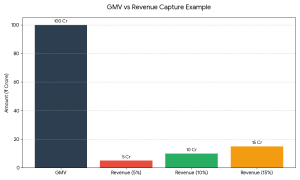
Nonetheless, investors consider GMV and revenue capture.
2. Take Rate
Take rate is the percentage of GMV captured as revenue.
Example:
If your marketplace processes ₹100 crore GMV and charges 10% commission, revenue becomes ₹10 crore.
Healthy B2B marketplaces typically maintain 5–20% take rates, depending on industry complexity.
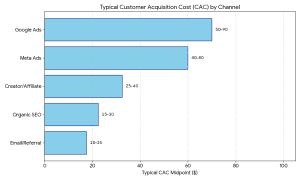
 3. Customer Acquisition Cost (CAC)
3. Customer Acquisition Cost (CAC)
 3. Customer Acquisition Cost (CAC)
3. Customer Acquisition Cost (CAC)CAC is the cost involved in bringing on board a new buyer or supplier.
It includes:
- Sales team expenses
- Marketing spend
- Onboarding incentives
Low CAC enhances profitability and scalability.
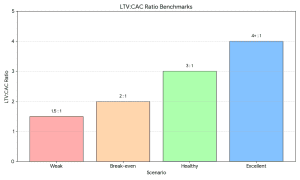
4. Lifetime Value (LTV)
LTV is a metric that calculates the cumulative revenue of a customer.
Investors generally expect:
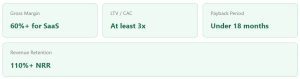
LTV : CAC ≥ 3
It means that the market is creating sustainable customer value.
5. Marketplace Liquidity
Liquidity is a factor that determines the ease at which buyers and sellers carry out transactions in the platform.
Key indicators include:
- Order fulfillment time
- Supplier response rate
- Repeat purchase frequency
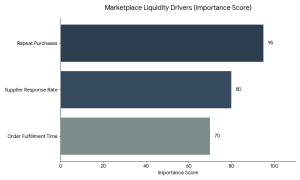 Marketplaces cannot scale without liquidity even in the presence of good marketing.
Marketplaces cannot scale without liquidity even in the presence of good marketing.
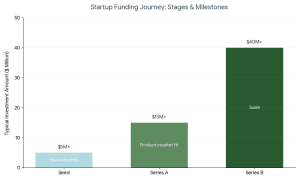
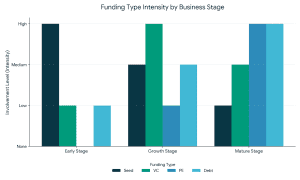
Funding Stages for B2B Marketplace Startups
Most successful marketplace companies follow a multi-stage fundraising journey.
1. Seed Funding
 1. Seed Funding
1. Seed FundingSeed-stage investors are concerned with testing the idea of the marketplace.
Typical investors include:
- Angel investors
- Early-stage venture capital funds.
- Accelerators
Founders must demonstrate:
- First-time supplier recruitment.
- Early GMV traction
- Strong market problem
Pitch deck templates and financial projections of high quality dramatically enhance the success of the fundraising at this point.
2. Series A Funding
The investors in series A seek to be convinced that the marketplace model is effective.
They expect:
- Growing transaction volume
- Improving unit economics
- Repeat user engagement
Business valuation software and financial models are commonly employed by many startups to support their valuation in negotiations. The wholesale marketplace Udaan, for instance, attracted significant initial capital after showing a fast rate of building up supplier networks.
3. Series B and Growth Capital
Investors at this stage analyze the potential of scalability and leadership.
They analyze:
- Contribution margins
- Revenue scalability
- Geographic growth possibility.
Investment Banking Firm in Mumbai or other advisory firms may collaborate with growth-stage companies to develop large funding rounds. For example, large marketplaces often partner with investment banking firms to structure funding rounds and connect with institutional investors.
Strategic Fundraising Strategies for Marketplace Founders
Raising capital successfully requires more than just growth metrics. Investors want to see strategic thinking and disciplined execution.
1. Focus on Liquidity Before Expansion
Most founders get into various markets prematurely.
Investors will want to see startups that capture one niche market, and only then they build on strong transaction density and expand later.
2. Strengthen Unit Economics
Founders should optimize before raising venture capital:
- CAC efficiency
- LTV growth
- contribution margins
Effective unit economics minimizes the risk of investors.
3. Build Investor-Ready Financial Models
Professional investors want extensive financial analysis such as:
- 5-year revenue projections
- GMV growth modeling
- Cohort analysis
- Contribution margin predictions.
To make investor-grade financial models, many founders employ investment banking services.
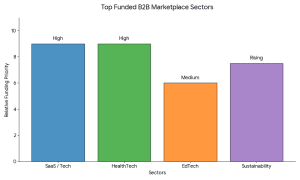
Funding Opportunities Across Emerging Marketplace Sectors
B2B marketplaces are expanding across many industries, creating new funding opportunities.
 Examples include:
Examples include:
1. Technology Platforms
Enterprise marketplaces often raise funding for AI SaaS Startup platforms connecting businesses with automation solutions.
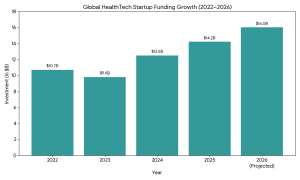
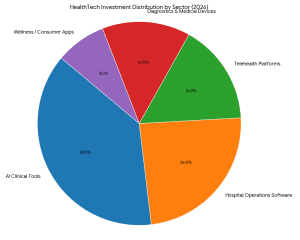
2. Healthcare Networks
Healthcare digital procurement networks are receiving Funding for HealthTech Startup programs that offer connections between hospitals, pharmacies and suppliers.
3. Education Platforms
B2B EdTech market places are becoming rife with Funding for EdTech Startup ecosystems linking institutions, teachers, and content providers.
4.Sustainable Supply Chains
Niche sectors being supported by investors include:
- Investment in Organic Food Companies markets.
- Financing battery recycling startup platforms.
Such businesses are enjoying ESG-led trends in investment.
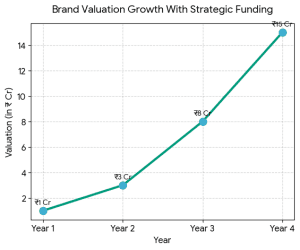
Example: B2B Fashion Marketplace Expansion
Consider a startup seeking Strategic Funding for Clothing Business suppliers.
1 Phase:
- Onboard 300 verified manufacturers
- Generate ₹30 crore GMV
2 Phase:
- Integrate logistics and payments
- Increase take rate from 5% to 12%
3 Phase:
- Raise Series A funding for global expansion
Investors evaluate whether the platform can build defensible supplier networks and repeat purchasing behaviour.
Role of Investment Banking Advisors in Startup Funding
Fundraising becomes complicated as market places expand. Startups are assisted by investment banking advisors on:
- Valuation analysis
- Investor outreach
- Deal structuring
- Negotiation of the venture capital firms.
Collaboration with seasoned advisors is a great way of enhancing the likelihood of successfully raising institutional capital.
Common Risks Investors Watch in Marketplace Startups
Despite strong potential, B2B marketplaces also carry structural risks.
- Supplier Fragmentation
Industries that are highly fragmented need to be onboarded heavily. - Disinter-mediation Risk
Buyers and sellers can conduct off-platform transactions beyond the connection. - Thin Margins
Take rates can set growth of revenue down.
Powerful founders tackle these threats through platform services like payments, logistics and financing.
Final Thoughts
B2B marketplaces can also become platforms of infrastructure in the industry, which can generate a massive value to buyers and suppliers. But to raise funds, founders will have to prove:
- Good marketplace liquidity.
- Scalable unit economics
- Defensible network effects
- Predictable revenue growth
B2B marketplace startups are likely to find venture capital, growth equity, and institutional investors with the right strategy and financial preparation.
Frequently Asked Questions (FAQs)
1. How do B2B marketplace startups raise funding?
The majority of B2B marketplaces are financed by way of seed funds, Series A, Series B, and growth capital investments by angel investors, venture capital funds, and institutional investors.
2. What metrics are most important for marketplace investors?
Key metrics include:
- GMV
- CAC
- LTV
- Take rate
- Contribution margin
- Marketplace liquidity.
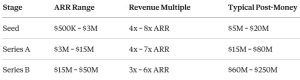
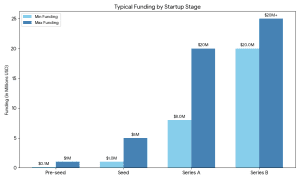
3. How much funding do B2B marketplaces typically raise?
Seed rounds tend to be between $500K to 5M, whereas growth-stage marketplaces are capable of raising 20M+ Series B rounds.
4. Why are investors interested in B2B marketplaces?
Network effects, scalable revenue streams, and massive market opportunities are the characteristics of B2B market places that attract venture capital investors.



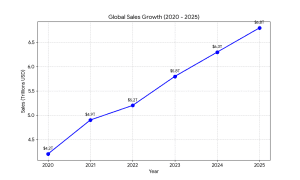
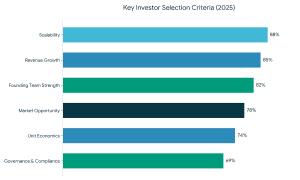
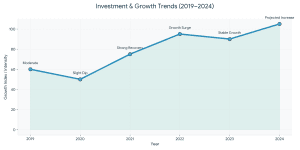
 Here’s where investors are putting their money right now:
Here’s where investors are putting their money right now:
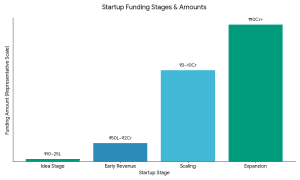
 The Four Funding Stages — Where Do You Fit?
The Four Funding Stages — Where Do You Fit?


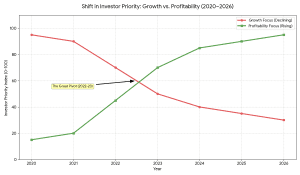
 Post-ZIRP reality check:
Post-ZIRP reality check: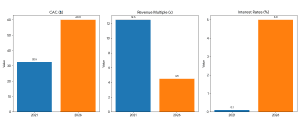 The brands in the closing round today have three characteristics in common: a brand story that can be defended, a healthy repeat customer, and a founder who can discuss their numbers fluently. In that case, capital is at your disposal.
The brands in the closing round today have three characteristics in common: a brand story that can be defended, a healthy repeat customer, and a founder who can discuss their numbers fluently. In that case, capital is at your disposal.
 2. Customer Lifetime Value (LTV)
2. Customer Lifetime Value (LTV)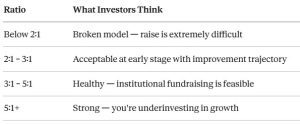
 4. Gross Margin
4. Gross Margin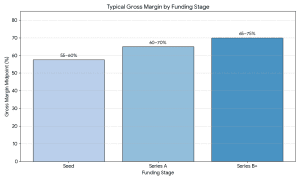 The automatic pass of most institutional investors is below 50% gross margin. It is no longer possible to have the room to finance acquisition, overhead and profitability at the same time.
The automatic pass of most institutional investors is below 50% gross margin. It is no longer possible to have the room to finance acquisition, overhead and profitability at the same time.

 For AI SaaS startups, early traction matters more than hype.
For AI SaaS startups, early traction matters more than hype.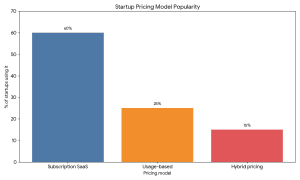 1. Subscription SaaS
1. Subscription SaaS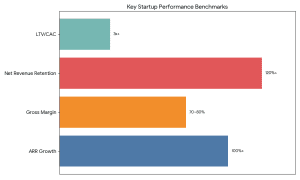 1. ARR (Annual Recurring Revenue)
1. ARR (Annual Recurring Revenue)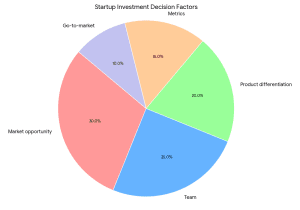 1. Market Opportunity (TAM)
1. Market Opportunity (TAM)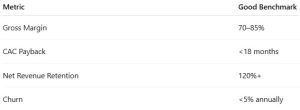
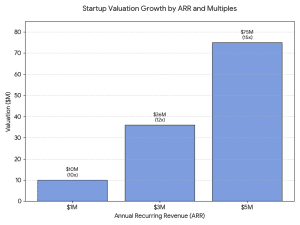 For SaaS startups:
For SaaS startups: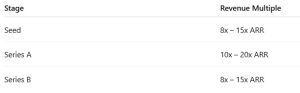

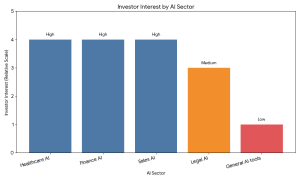 Several trends are shaping AI startup funding.
Several trends are shaping AI startup funding.
 The following is a comprehensive guide on how to raise capital on an eCommerce business, which entails the sources of funds, the expectation of investors, strategies of valuation, and steps that can be taken to raise capital effectively.
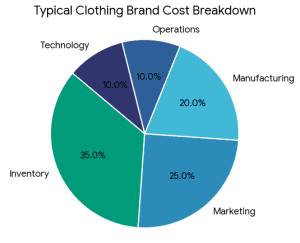
The following is a comprehensive guide on how to raise capital on an eCommerce business, which entails the sources of funds, the expectation of investors, strategies of valuation, and steps that can be taken to raise capital effectively. 1. Inventory Procurement
1. Inventory Procurement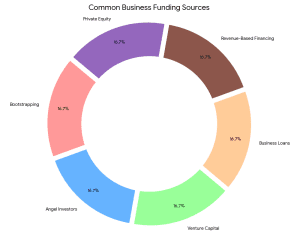 Understanding the
Understanding the 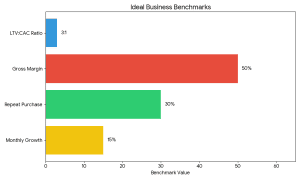 As someone involved in
As someone involved in 
 2. Startup Fundraising Advisory
2. Startup Fundraising Advisory 4. Investor-Ready Pitch Deck Strategy
4. Investor-Ready Pitch Deck Strategy Each sector demands specialized financial structuring, risk assessment, and investor mapping.
Each sector demands specialized financial structuring, risk assessment, and investor mapping.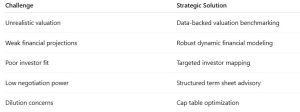
 It will not be any ordinary Investment Banking Firm in Mumbai that will simply raise capital, but will instead place your business in a position to achieve long-term enterprise value creation.
It will not be any ordinary Investment Banking Firm in Mumbai that will simply raise capital, but will instead place your business in a position to achieve long-term enterprise value creation.
 The education technology market in India has reached a disciplined development level. Following aggressive growth by competitors such as:
The education technology market in India has reached a disciplined development level. Following aggressive growth by competitors such as: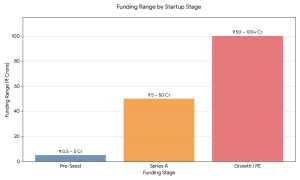 Early Stage (Pre-seed / Seed)
Early Stage (Pre-seed / Seed)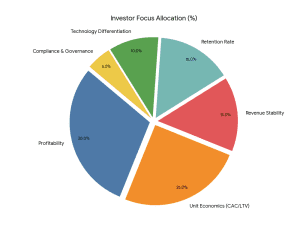 Investors assess:
Investors assess: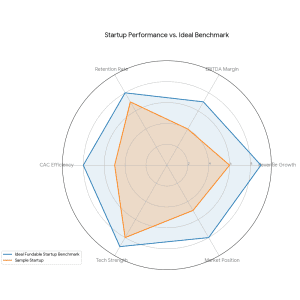 How to Prepare a Winning Pitch Deck for EdTech Funding
How to Prepare a Winning Pitch Deck for EdTech Funding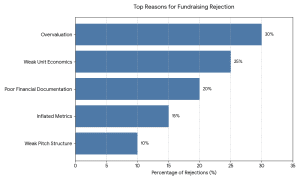

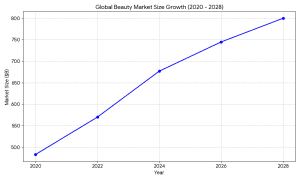
 Why the Food Sector Attracts Strategic Investors
Why the Food Sector Attracts Strategic Investors What Is Strategic Funding For The Food Sector?
What Is Strategic Funding For The Food Sector?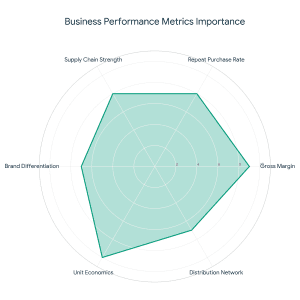 As an adviser to food startups, investors are interested in:
As an adviser to food startups, investors are interested in: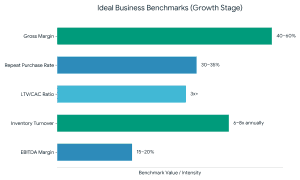 Even the most effective startup fundraising will not work without a powerful grip on these numbers.
Even the most effective startup fundraising will not work without a powerful grip on these numbers.
 What Is the Best Way to Fund a Clothing Brand?
What Is the Best Way to Fund a Clothing Brand?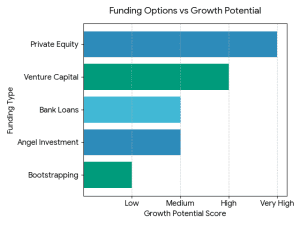 It does not have a single, universal answer. The optimal financing source will be based on:
It does not have a single, universal answer. The optimal financing source will be based on:
 2. Financial Modeling & Projections
2. Financial Modeling & Projections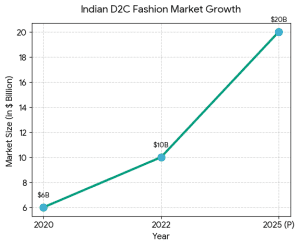 The Indian fashion and D2C market is growing because:
The Indian fashion and D2C market is growing because: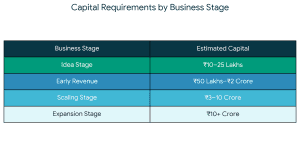
 Why Strategic Funding Is Better Than Just Capital
Why Strategic Funding Is Better Than Just Capital